
台达高阶泛用型控制器AS300系列在全自动套袋机上的应用
【摘要】本文主要介绍台达高阶泛用型控制器AS300系列在全自动套袋机中的应用情况。AS300具备原点回归逻辑及扫码解析和运动控制等功能,可有效提高自动套袋生产效率,实现节能高效。
[Abstract] This article mainly introduces the application of Delta Compact Modular Mid-range PLC AS300 Series for automatic bagging machines.The AS300 features functions including zero return instruction, scanning resolution and motion control to enable production and energy efficiency for automatic bagging machine applications.
【关键词】AS300 全自动套袋机 CANopen总线 RS-485通讯 变频器 伺服驱动器与马达 HMI
[Key words] AS300, Automatic Bagging Machine CANopen Network, RS-485 Communication, AC Motor Drive, Servo Motor and Drive, HMI
一、套袋工艺与套袋机
套袋工艺广泛应用在冰箱、空调、洗衣机等家电自动化装配行业,以起到防潮淋、灰尘、刮花等作用。目前市面上已有各式各样的套袋机,这些设备按照自动化程度,可分为手动套袋机、自动套袋机和全自动套袋机等。在当前企业追求生产的高效率和人工成本高涨的背景下,自动套袋设备可代替人工套袋,帮助企业实现套袋工艺的自动化,操作员只需一次性将卷膜放在放料处,设备会自动通过定长拉膜,实现自动套袋。自动套袋机的自动上下料能有效节省人力,程序套袋则可提高生产效率,最终实现节能高效。

全自动套袋机和普通套袋机区别在于套袋方式的不同: 人工套袋机是采用人工方式将保护膜套在冰箱上面,需三人配合方可完成一个冰箱的套袋工作,速度为30秒/冰箱;而全自动套袋机采用台达AS300进行自动化控制,在速度上可达到15秒/冰箱, 能够更快速地完成套袋,提高生产效率与生产质量,同时降低成本。
二、电气控制与设备外观介绍
1, 电气控制架构
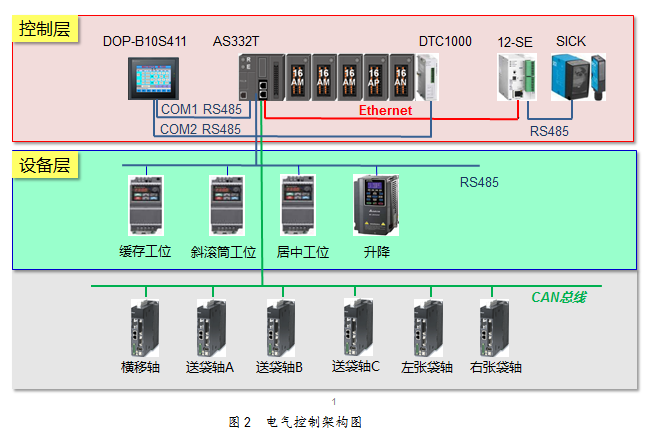
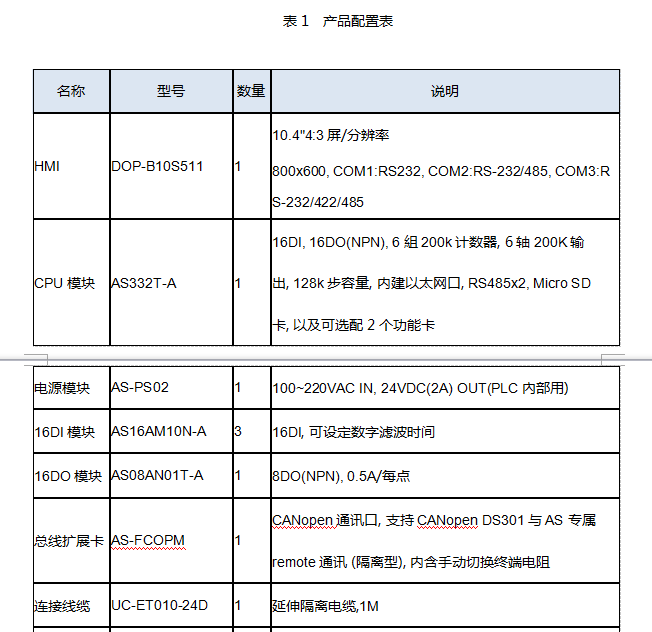
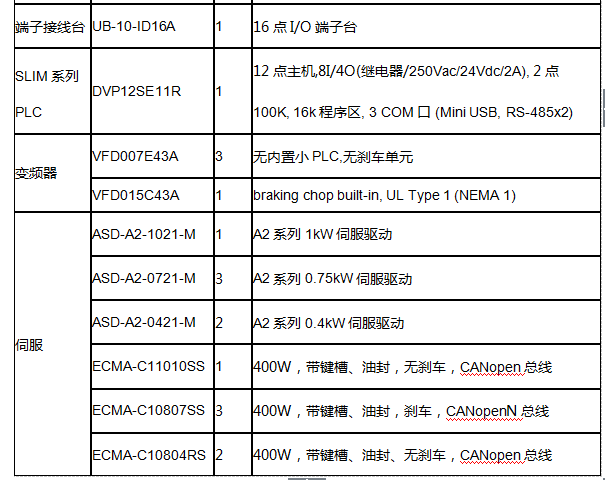
图2为全自动套袋机的电气控制构架,主要控制元器件包括:HMI、CPU模块、电源模块、16DI模块、16DO模块、总线扩展卡、连接线缆、端子接线台、薄型PLC、变频器和伺服等,具体型号、数量和说明见表1。
2. 设备外观介绍
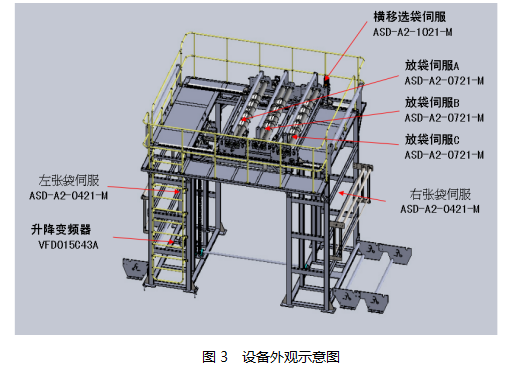
全自动套袋机由6个伺服机构和一个升降变频器组成,包括1个横移选袋伺服,3个放袋伺服和2个张袋伺服(见图3)。
三、工艺流程及解决方案
1. 工艺流程
位于全自动套袋机上方的3个送袋伺服用于确定卷袋的种类,横移选袋伺服确定横移的位置,张袋伺服确定张袋伸缩的位置和升降的高度,升降变频器控制落袋。
套袋工艺流程为:(1)冰箱就位(2)扫读(3).横移选袋(4)伺服第一次放袋(5)张袋伸出(6)张袋缩回一(7)伺服第二次放袋(8)变频落袋(9)张袋缩回二(10)变频取袋。
2. 台达解决方案
(1)原点回归逻辑
台达AS300特有的原点回归逻辑能有效帮助全自动套袋机的各个伺服机构准确判断位置,实现自动套袋有效保障。
① “横移选袋回原点”:若当前位置在DOG 右侧,则向左运动碰到DOG后反向减速停止。若当前位置在DOG左侧,则向左回原点,碰到左极限位反向运动碰到DOG减速停止。
② “左张袋回原点”和“右张袋回原点”:若当前位置在DOG右侧,则向左运动碰到DOG后反向减速停止。若当前位置在DOG左侧,则向左回原点,碰到左极限位反向运动碰到DOG减速停止。
③ “升降变频器回原点”:首先下降一段距离,然后反向碰到上减速点后停止,再反向检测到上减速点下降沿停止。
(2)扫码解决方案
工作过程中,扫码枪扫码后,将数据传送至AS300的CPU模块中进行数据的解析,然后确定套袋的规格和冰箱高度。
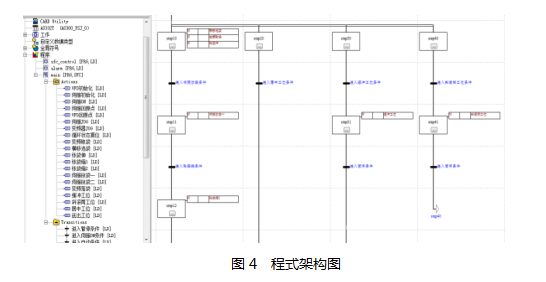
(3)程式架构
①掌握整个套袋工艺生产流程后,我们可以通过汇编语言,完成对应的工位翻译。
②通过SFC将Actions状态翻译完成,按照工艺流程拖入响应的step里面,整个工艺一目了然。
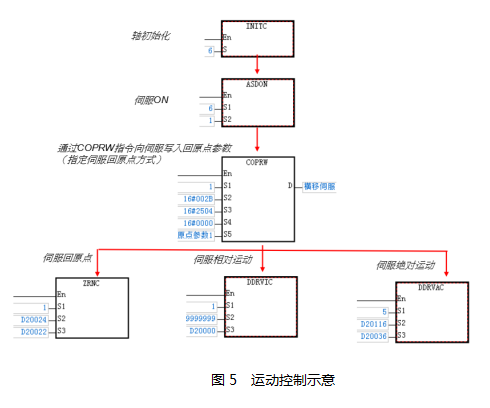
(4)调机
首先,建立台达AS300控制器与交流伺服系统ASDA-A2系列、变频器之间的通讯是很重要的一环。在建立AS300与ASDA-A2之间的通讯时,编程可直接调用“便利指令”对伺服进行运动控制;建立AS300与变频器之间的通讯时,采用RS-485通讯能缩短项目开发周期,省去繁琐PDO配置调试环节。另外,直接采用AS300“COM口数据”功能,只需简单配置即可实现需要交换的数据。
其次,进行ASDA-A2伺服的配线,LSN/LSP/DOG 配线可接至伺服CN1口的DI点,然后在对应的参数里做相应的设置。
再次是运动控制(如图5所示)。
四、常见问题解决办法
AS300在全自动套袋机应用遇到的常见问题包括运动控制问题、AS300的CANopen总线通讯使用问题和AS300使用中的问题等。最终,通过以下解决办法,不仅能让AS300在套袋机应用上更顺利,亦有助于了解和掌握AS300的功能与特性。
1. AS300运动控制问题
问题1:ISPSoft中和SFC流程间定位指令不执行?
解答:SFC流程间跳转:加入流程状态延时(如图6所示)。
问题1:AS300中伺服的定位完成旗标,与伺服所反映的状态不一致?(原点回归ZRNC指令最为明显)
解答:避免通过COPRW指令向伺服一直读写参数,或者是同一时间执行多笔COPRW读写指令。
2. AS300的CANopen总线通讯使用问题
问题:调整好伺服参数后,每次机器重新上电后,伺服都恢复默认?
解答:因为AS300在执行“轴初始化”命令时会覆盖所调整好的伺服参数。所以如果进行了伺服增益的调整时,需要通过COPRW指令将调整好的增益参数,依次写入伺服中。
3. AS300使用问题
问题:伺服报警无法通过CANopen总线通讯复位问题?
解答:通过手动执行INITC+ASDON指令,配合完成伺服报警复位。
五、项目总结
1. AS300 内建的COM1,、COM2,、Ethernet 数据交换(Data Exchange)功能,操作简单,大幅提升工作效率。
2. 定位控制——台达专属 CANopen 控制
(1)快速定位控制功能设计,免建 CANopen 数据交换表,只需一个初始化指令即可完成。
(2)可编程伺服驱动器参数,运用 CANopen 通讯指令直接对多轴进行下载, 无维护困扰。
(3)各轴控制指令化,PLC 程序可读性高、维护便利。
3. 客户设备中的“扫码”部分后期可通过以太网交换机接入台达AS300,再由以太网交换机接入上位生产管理系统中,让设备更加智能。





